Miglioramento delle previsioni della pressione di stampaggio a iniezione utilizzando dati avanzati sui materiali
Cliente: SABIC Research & Technology Pvt. Ltd.
Paese: India
Settore: Automotive
Soluzione: Moldex3D Advanced Package; Flow, Pack, Cool, Warp, Designer BLM, MCM, stampaggio a iniezione-compressione
SABIC è un leader globale nel settore chimico diversificato, con sede in Arabia Saudita. Produce diversi tipi di prodotti, tra cui prodotti chimici, materie plastiche di base e ad alte prestazioni, agronutrienti e metalli.
Lo stampaggio a iniezione-compressione a due componenti (2K-ICM) ha un enorme potenziale per la realizzazione di soluzioni monoblocco per componenti di grandi dimensioni e complessi con elevate superfici. Lo sviluppo di difetti estetici come i ritiri nel 2K-ICM è governato da una complessa interazione di diversi fattori. Gli obiettivi erano di dimostrare un framework di simulazione per il 2K-ICM sfruttando Moldex3D per catturare gli aspetti chiave del processo per una geometria a nervature e di studiare i fattori geometrici e di processo alla base dello sviluppo dei ritiri. Una simulazione completamente validata ha consentito una più rapida adozione di questa tecnologia, minimizzando o eliminando il processo di tentativi ed errori associato alla selezione della macchina e del tipo di materiale, alla progettazione dello stampo e all’ottimizzazione dei parametri di processo.
Il modulo Moldex3D Multi-Component Molding (MCM) consente una contabilità senza soluzione di continuità della storia termica per il primo e il secondo ciclo di stampaggio.
Attualmente, la tendenza principale è la sostituzione dell’SMC (composto termoindurente per stampaggio a caldo) con soluzioni termoplastiche per componenti di grandi dimensioni come pannelli della carrozzeria, deflettori d’aria laterali per camion, tettucci panoramici, ecc. Questa sostituzione presenta numerosi vantaggi rispetto al processo SMC (come maggiore flessibilità di progettazione, riduzione del peso, integrazione funzionale di due o più componenti, ecc.).
La tecnologia 2K-ICM sta crescendo rapidamente in diversi settori, ma presenta carenze nelle metodologie di simulazione, soprattutto per quanto riguarda l’ottimizzazione del processo per ottenere le proprietà finali desiderate. Il Sig. Raghavendra Janiwarad, ingegnere ricercatore presso SABIC, illustra il framework di simulazione 2K-ICM con Moldex3D per consentire l’ottimizzazione del design in termini di estetica superficiale.
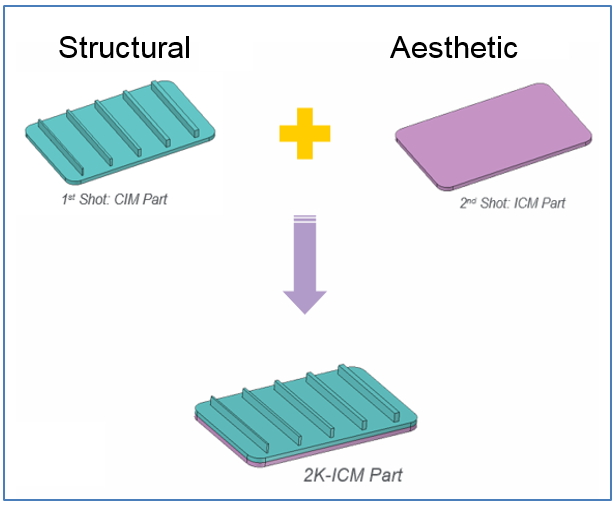
L’obiettivo principale è quello di catturare l’aspetto estetico, la deformazione e la distribuzione della temperatura del componente 2K-ICM (Fig. 1).
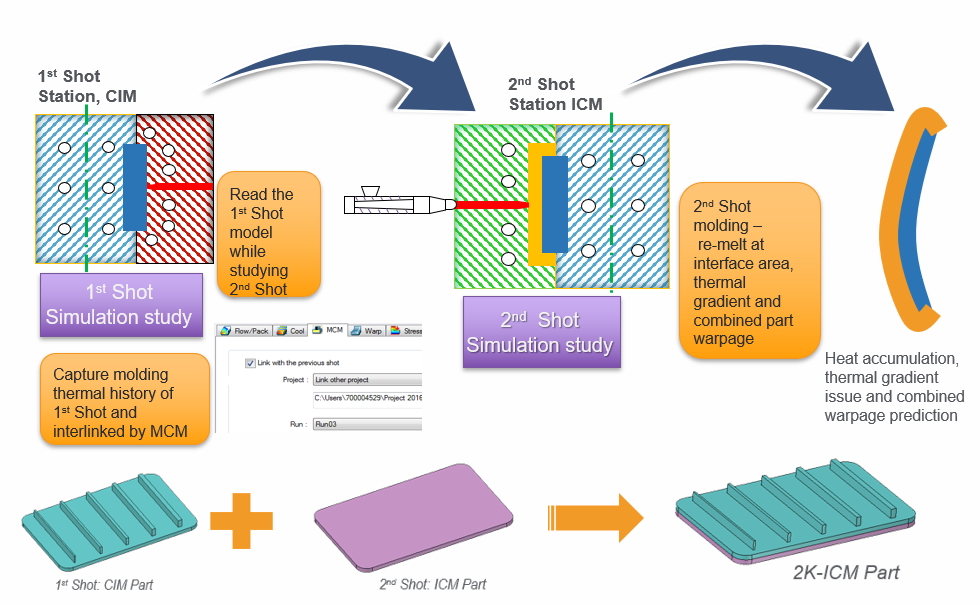
Per il componente nervato (con spessori variabili delle nervature) nella prima iniezione, SABIC desidera analizzare le dimensioni delle nervature e gli effetti termici sulla superficie estetica della seconda iniezione. Il processo di analisi è mostrato in Fig. 2.
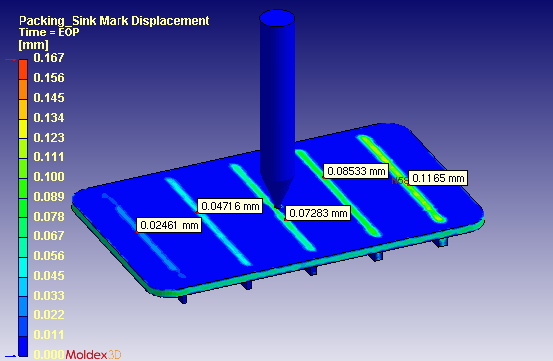
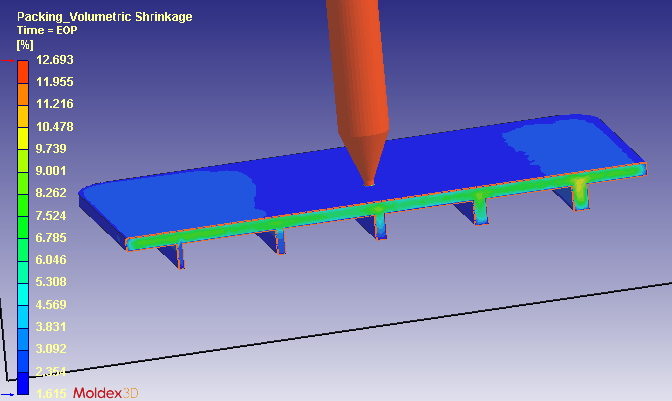
Secondo i risultati della simulazione Moldex3D della prima iniezione (CIM), il segno di ritiro diventava progressivamente più evidente con l’aumentare dello spessore delle nervature (Fig. 3). Il team SABIC ha anche scoperto che maggiore era lo spessore delle nervature, maggiore era la massa termica. Ciò avrebbe ulteriormente portato a un gradiente termico più ripido e a una maggiore variazione spaziale del ritiro volumetrico (Fig. 4). Figura 3.
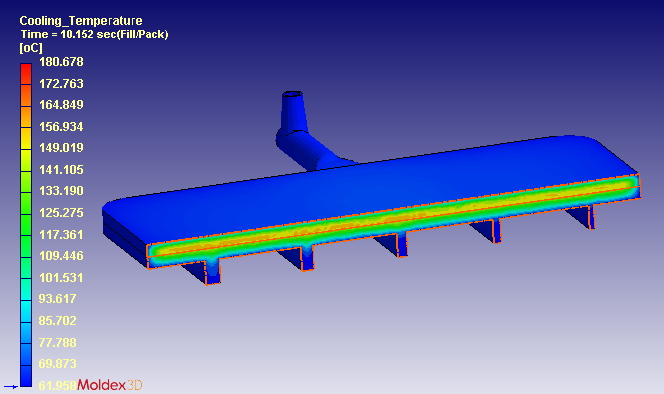
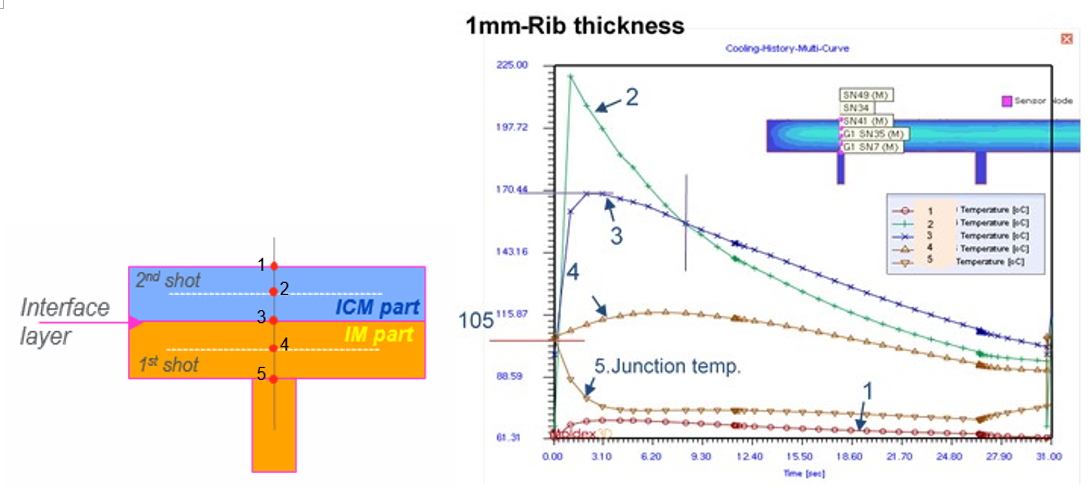
Successivamente, SABIC ha simulato l’andamento della temperatura nel secondo getto (ICM). L’andamento della temperatura del primo getto è stato acquisito nella simulazione del secondo getto con Moldex3D (Figura 5). Il risultato della simulazione del secondo getto fornisce informazioni dettagliate sull’evoluzione della temperatura all’interfaccia tra i due getti (Figura 6). La temperatura del primo getto all’interfaccia si avvicina a 170 °C, indicativa di una rifusione del PC del primo getto: tali dettagli non sono facilmente osservabili dalle misurazioni sperimentali.
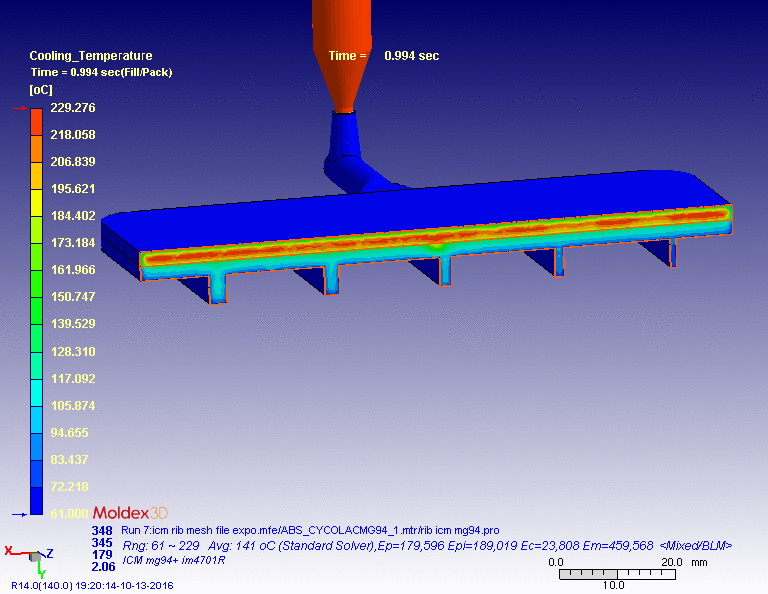
Il trasferimento di calore dal fuso nella seconda iniezione, combinato con la presenza di nervature, crea ulteriore massa termica nella sezione centrale della prima iniezione (punto 4 in Fig. 7) e all’interfaccia tra le due iniezioni (punto 3, dove si osserva la rifusione).
Grazie a Moldex3D, la storia termica dettagliata della prima iniezione è stata collegata in modo trasparente alla seconda. Le simulazioni del modulo MCM di Moldex3D offrono informazioni su fenomeni sottili nel processo 2K-ICM che potrebbero non essere valutabili sperimentalmente. Questi includono dettagli relativi all’interfaccia tra le due iniezioni, come la rifusione localizzata nella regione della prima iniezione e le caratteristiche geometriche che possono influenzare le proprietà estetiche e la deformazione del pezzo. Tali simulazioni possono essere preziose per l’ottimizzazione del processo associata alle applicazioni 2K-ICM al fine di ridurre o eliminare la deformazione del pezzo e i difetti superficiali.
Iscriviti alla nostra newsletter