
I nuovi sviluppi: analisi dei vantaggi della tecnologia microcellulare dalla riduzione delle deformazioni alle superfici estetiche
Prima di iniziare a descrivere questa nuova tecnologia di processo microcellulare ed il progetto sviluppato in Proplast, dobbiamo distinguere i due ambienti:
a) Stampaggio con schiuma standard
b) Stampaggio con espansione microcellulare
Il primo usa degli agenti chimici di soffiaggio, dove le dimensioni della cella varia dai 100 micron ai 2 mm. In questo caso la densità delle celle è limitata e le stesse dimensioni delle celle sono poco uniformi. Ciò comporta difficoltà in presenza di pareti di un certo spessore o con forti cambi di spessore; di conseguenza le proprietà meccaniche risultanti sono solitamente inferiori alle aspettative.
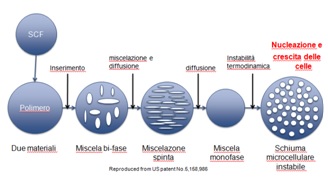
Lo stampaggio con espansione micro cellulare (MuCell® ) utilizza un agente fisico (gas), per creare una miscela gas/polimero ipercritica. Le dimensioni delle celle vanno da 3 micron a 100 micron, e quindi la densità delle celle è molto elevata.
Le dimensioni e la distribuzione delle celle è omogenea, limitando fortemente lo stress interno residuo nel materiale; da ciò deriva la capacità di operare anche dove le pareti sono molto sottili, fornendo caratteristiche meccaniche eccellenti.
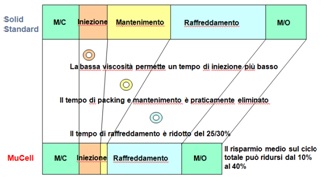
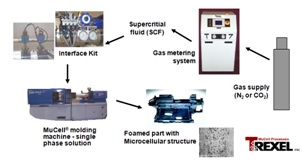
La tecnologia di stampaggio ad iniezione a espansione microcellulare MuCell® è costituita da un processo completo e da un sistema di attrezzature tecnologiche, che facilitano il raggiungimento di una qualità estremamente elevata e riducono notevolmente i costi di produzione.
Il Processo MuCell® coinvolge l'uso controllato di gas allo stato supercritico (SCF) per creare una parte “schiumata”.
Il progetto si riferisce a due processi combinati, quello Mucell in senso stretto, a cui si aggiunge quello che utilizza tecniche Heat&Cool per raggiungere obiettivi anche estetici.
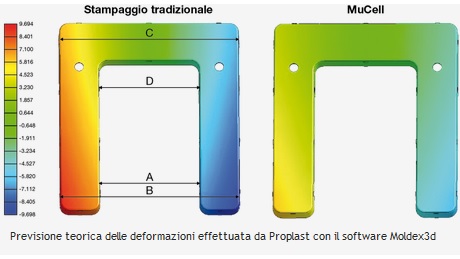
Quindi stampaggio microcellulare con controllo dinamico della temperatura dello stampo, confrontato con tecniche di stampaggio “standard”.
L’obiettivo, anzi, gli obiettivi erano:
a) Corretto livello di stampabilità
b) Controllo assoluto dei parametri di processo
c) Prodotto finale con livello estetico elevato
d) Controllo delle deformazioni (warpage and planarity)
e) Utilizzo di materiali “normali”
f) Controllo e eliminazione dei fenomeni di risucchio e difetti di superficie
g) Proprietà meccaniche elevate
Lavorare con il CAD
- CATIA V4
- CATIA V5
- Creo (Pro/Engineer)
- Unigraphics/NX
- CIMATRON
- ACIS
- Parasolid
- SolidWorks
- Solid Edge
- Inventor