
Caratterizzare la permeabilità di un tessuto in fibra per una simulazione RTM accurata
Joe Wang, Manager presso Moldex3D Material Research Center
La domanda di migliori prestazioni meccaniche di una parte stampata, indifferentemente dal processo per realizzarla, ha portato a notevoli miglioramenti nella produzione di componenti più leggeri, più forti ed efficienti.
Nell'ultimo decennio circa, i materiali FRP (fibra di plastica rinforzata), grazie alle loro prestazioni meccaniche superiori e alle caratteristiche leggere, sono stati ampiamente utilizzati in una varietà di applicazioni che vanno dall’ambiente automobilistico al navale, dall’aerospaziale alla produzione di energia eolica e a prodotti extreme ad alte prestazioni. Il processo Resin Transfer Molding (RTM) è una delle tecnologie più promettenti oggi disponibili e appartiene a uno dei processi di stampaggio di materiali compositi “liquidi” (LCM).
Non stiamo necessariamente parlando di fibra carboni ma materiale rinforzato FRP in generale.
Il processo RTM viene utilizzato in molte applicazioni poiché è in grado di realizzare grandi parti tridimensionali complesse con elevate prestazioni meccaniche, tolleranza dimensionale stretta e finitura superficiale elevata.
Inoltre, RTM è uno dei processi più efficienti ed economici grazie alle sue capacità e non richiede attrezzature di processo costose; RTM è un processo di stampo chiuso, basse pressioni di riempimento, eccellente controllo sulle proprietà meccaniche, incorporazione di inserti e accessori metallici e la possibilità di produrre parti grandi, complesse e bassi costi di produzione.
Tuttavia, l'industria RTM deve ancora affrontare delle sfide.
Ad esempio, è difficile prevedere con precisione il flusso di resina a causa della concentrazione localmente elevata di fibre in alcune regioni che possono cambiare drasticamente il comportamento di riempimento dello stampo.
Pertanto, gli operatori RTM non possono anticipare con precisione questi effetti, né possono verificare visivamente se la parte ha raggiunto la piena saturazione prima dell'arresto del processo di iniezione.
Se la parte non è impregnata al 100%, vengono introdotti difetti come macchie o vuoti, che incidono sulla percentuale di scarto; vengono apportate modifiche alla geometria e al sistema di iniezione fino a quando tutte le macchie o i vuoti non vengono eliminati.
L'applicazione di questa metodologia try&error in un processo RTM di grandi strutture, es. pale di turbine per un impianto eolico o strutture navali, sarebbe molto costosa, troppo costosa.
Tuttavia, attraverso una simulazione CAE di successo del flusso RTM, è possibile prevedere i comportamenti del flusso in una struttura complessa ed eliminare l'approccio di tipo try&error. Attualmente, il software di simulazione RTM è ancora molto raro, con un'enorme domanda del mercato e una potenziale base di clienti, tra cui produttori di materiali in fibra, produttori di stampi e vari settori che utilizzano RTM come mezzo per produrre, al meglio, i propri prodotti.
Un parametro critico che influisce sulla qualità di simulazione CAE RTM è il valore di permeabilità del tessuto in fibra. La permeabilità è la proprietà di un mezzo poroso (ad esempio il tessuto in fibra) che è un'indicazione della capacità dei fluidi (gas o liquido) di fluire attraverso quel mezzo.
Un'elevata permeabilità consentirà ai fluidi di muoversi rapidamente attraverso il mezzo.
I metodi di misurazione tradizionali come lo stampaggio a trasferimento della resina sottovuoto (VARTM) richiedono la sigillatura di un sacchetto sottovuoto su uno stampo aperto al fine di creare un ambiente sottovuoto, un processo che non solo deve essere scrupoloso ma è anche soggetto a errori umani.
Alla luce di ciò, Moldex3D ha introdotto il sistema EASYPERM (Fig. 1) nel suo Material Research Center per aumentare la sua capacità di caratterizzazione composita.
EASYPERM è un dispositivo utilizzato per misurare le proprietà di permeabilità del tessuto che ha vinto il JEC Invention Award.
Lo strumento misura la pressione locale in diverse posizioni attraverso i sensori di pressione e caratterizza la permeabilità in piano e fuori piano. La permeabilità del tessuto è caratterizzata dalla equilibratura tra portata e pressioni locali e quindi dall'applicazione della legge di Darcy per ottenere il dato di permeabilità.
In questo studio, viene simulato il comportamento di riempimento dell'olio nella fase di non equilibrio del processo di misurazione della permeabilità per verificare l'affidabilità dello strumento di simulazione (taratura dello strumento).
In questa fase, il sistema non ha raggiunto lo stato di equilibrio e la pressione locale aumenta di volta in volta. Attraverso il sensore di pressione, possiamo non solo ottenere il cambio di pressione locale nel tempo, ma anche il momento di arrivo del flusso e la sua penetrazione del tessuto.
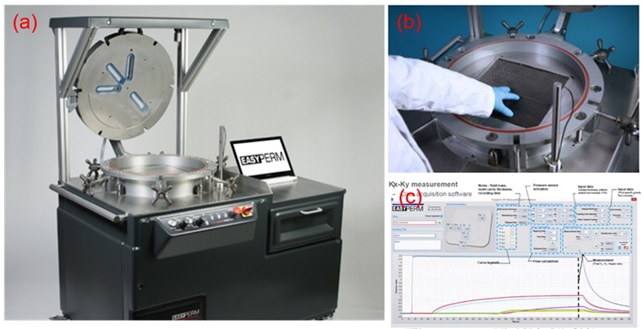
Fig. 1 Foto delle apparecchiature EASYPERM (a), stampo per infusione (b) e interfaccia di acquisizione e analisi dei dati (c).
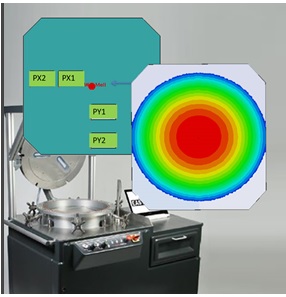
Attraverso i sensori di pressione (Fig. 2), non solo possiamo ottenere il cambio di pressione locale verso il tempo (pressione transitoria) ma anche il tempo di arrivo anteriore del flusso. Quando il fronte di flusso arriva al punto di rilevamento, la pressione locale aumenta da zero.
Per la convalida incrociata, abbiamo creato una replica virtuale esatta (modello di calcolo) della cavità EASYPERM nel modulo Moldex3D RTM e abbiamo utilizzato la stessa impostazione sperimentale di infusione nella simulazione.
Il caso di verifica confronta il momento di arrivo e la tendenza all'aumento della pressione locale tra simulazione e risultati sperimentali.
La fig. 3 (a) mostra che il fronte di fusione della simulazione assomiglia molto al fronte di flusso reale effettivo dell’esperimento.
In questo caso, i risultati sono molto vicini (Fig. 4 e Tabella 1), dimostrando l'accuratezza del risolutore RTM di Moldex3D.

Fig. 2 La geometria della cavità in piano, le posizioni dei sensori di pressione (△ è il sensore di pressione all'origine; - è il sensore di pressione in altre posizioni in piano)
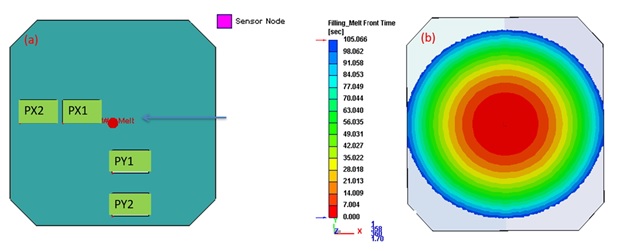
Fig. 3 Impostazione di simulazione che rappresenta la condizione effettiva di infusione (posizioni dei sensori di ingresso e pressione) (a) e il tempo anteriore del flusso (b)
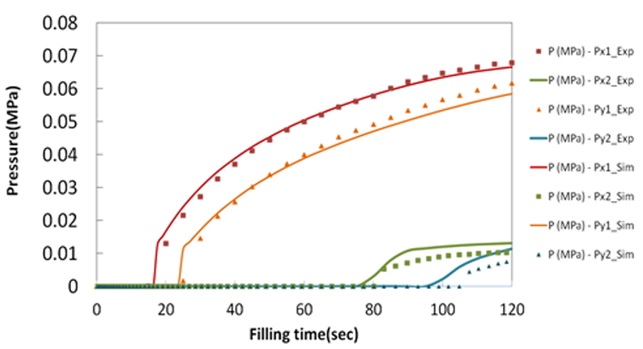
Fig. 4 Dati sperimentali EASYPERM e confronto di simulazione. I dati mostrano un buon accordo tra i dati sperimentali e la simulazione; la pressione inizia a salire da zero quando il fronte di fusione raggiunge i nodi del sensore.
Nella simulazione RTM, le proprietà del materiale come la permeabilità del tessuto in fibra svolgono un ruolo significativo nell'accuratezza della simulazione.
Nella misurazione VARTM tradizionale, l'accuratezza e l'affidabilità dei dati di permeabilità dipendono fortemente dall’operatività del personale di laboratorio.
Per questo motivo, Moldex3D ha ampliato la propria capacità di misurazione per includere EASYPERM per soddisfare meglio i requisiti di simulazione e far progredire il corretto utilizzo di materiali compositi (CC e FRP).