Wall Slip Effect - coefficiente di scorrimento e rugosità
La finitura superficiale di uno stampo può avere una influenza nel processo di stampaggio e portare a risultati estetici e funzionali diversi, a seconda del suo valore, sul particolare da produrre?
La variazione di finitura su una superfice metallica è ottenibile principalmente tramite due processi: la finitura meccanica legata essenzialmente alle condizioni di lavorazione dell'acciaio quali la velocità di avanzamento, distanza tra le passate nelle lavorazioni mediante cnc, elettroerosioni o anche finitura manuale.
Questo permette di giungere a valori di rugosità elevati ma se si vuole ottenere risultati di più elevate prestazioni è necessario passare a trattamenti di rivestimento superficiali, che rappresentano la seconda metodologia di variazione di finitura.
Va da sé che, come intuibile logicamente, un grado di finitura più elevato, e quindi con valori Ra molto bassi, permette una maggior scorrevolezza del materiale e pertanto sarà in grado di riempire la figura della cavità stampo con più facilità .
Questo fenomeno viene tradotto in un modello che tiene conto della micro-geometria della superficie; in una superficie che presenta frastagliature più alte il materiale incontrerà una resistenza maggiore all'avanzamento, così come entra in gioco anche un fattore di attrito tra due elementi: acciaio-polimero e acciaio trattato-polimero, che presentano valori differenti e quindi differenti resistenze allo scorrimento.
In Moldex3D è possibile applicare queste diverse condizioni andando ad impostare condizioni al contorno particolari, la Wall Slip BC, ovvero la condizione al contorno di scorrimento sulle pareti.
In maniera indiretta quindi con Moldex3D è possibile applicare tali condizioni in modo da simulare una condizione di attrito differente sulla superficie di interfaccia stampo-materiale e quindi, in particolar modo per i materiali termoindurenti si è in grado di simulare lo scivolamento del materiale su tali pareti.
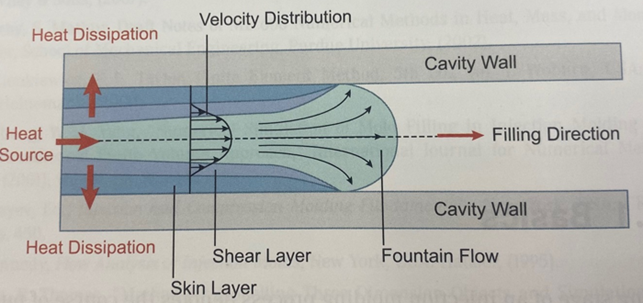
Nelle condizioni ideali, senza l'applicazione di tale condizione, si assume che la velocità relativa del materiale a contatto con la parete dello stampo sia 0, generando un profilo di flusso all'interno dello spessore di tipo a fontana, come da immagine seguente:
Un esempio pratico del fenomeno di scorrimento è qui di seguito riportato: è stato realizzato un esperimento utilizzando una resina fenolica, all'interno della cavità vuota prima dello stampaggio, è stato posto un punto di inchiostro colorato e si è iniziato ad iniettare il materiale.
Quando il materiale è entrato in contatto con l'inchiostro presente sulla superficie stampo esso è stato letteralmente trascinato dal materiale fuso, al posto di rimanere fermo e colorare il materiale termoindurente solo nel punto in cui era presente.
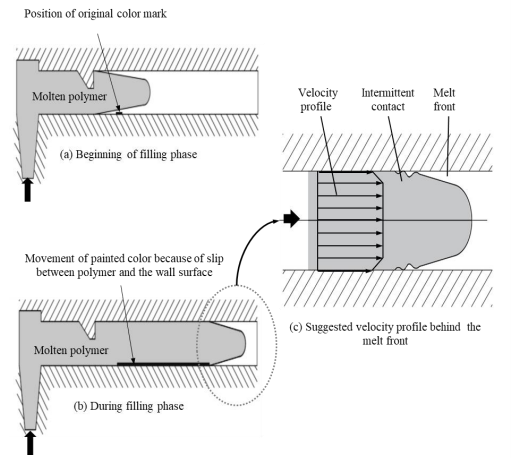
Questo fenomeno ci permette dunque di appurare che la velocità e quindi il movimento del materiale sulla superficie di contatto dello stampo non è 0 ma ha assunto un determinato valore, pertanto il profilo di velocità non sarà come quello richiamato dalla figura precedente ma più similare al profilo a trapezio riportato qui sopra (c).
Esistono due modelli da poter utilizzare, uno semplificato in cui è possibile impostare un coefficiente di frizione adimensionale (tra 0 e 1) e un modello derivato da sperimentazioni pratiche chiamato power law.
Friction Force Method
In questo modello si assume un legame tra tempo di iniezione e stress sulle pareti di tipo lineare fino al raggiungimento di un valore limite identificato come Wall Shear Stress Threshold. Sotto tale valore di stress non si ha un effetto di wall slip, al di sopra invece si genera il fenomeno e in cui lo sforzo di frizione cinetico è modellato come una funzione dipendente dalla pressione e dal coefficiente di frizione.
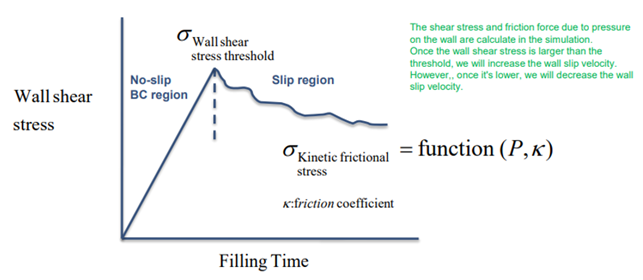
Il grafico sopra riportato rappresenta questa condizione, nella simulazione sono calcolate le pressioni agenti sulle pareti che inducono una forza di frizione e uno stress sulle stesse.
Fintanto che tali grandezze risultano inferiori non si hanno generazioni di fenomeni particolari, al passaggio oltre il limite si avrà una variazione in positivo della velocità di scorrimento sulle pareti.
Nel software è possibile applicare queste condizioni andando ad attivare la BC nelle impostazioni avanzate della computazione del filling.
Il Wall shear stress threshold (espresso in Mpa) rappresenta il limite critico di frizione statica oltre il quale si passa da una condizione di non scorrimento (no-slip) ad una condizione di scorrimento (slip).
Il valore adimensionale Friction coefficient invece è riconducibile, in abbinamento con il precedente, ad una descrizione della rugosità della superficie; più è alto il valore e più alta sarà la rugosità.
Di seguito un esempio di applicazione della condizione su un provino piano.
In questo esempio sono state eseguite diverse simulazioni, al variare del Friction coefficient tra 0.1 e 1, a a parità di Wall shear stress threshold
Si può osservare tramite simulazioni Moldex3D, con la rappresentazione delle linee ISO-CONTOUR nel risultato del Melt Front Time il diverso profilo di riempimento al variare del coefficiente. Si osserva chiaramente un diverso comportamento del fronte di materiale man mano che procede sulle superfici del pezzo.
Power law model
Questo rappresenta l'applicazione di un altro modello per descrivere il fenomeno del wall slip, sviluppato da Moneey e trattato da Hatzikiriakos. Tale modello è descritto dalle seguenti equazioni:
Ovvero al di sotto di un determinato valore di

la velocità del flusso sulla parete è nulla, superato tale valore essa è dipendente dai parametri
a ed
m.
All'interno di Moldex3D è possibile applicare questo modello, sempre all'interno delle impostazioni avanzate per il calcolo del filling:
In esso si identificano i valori descritti dalle equazioni precedenti:
Slip coefficient (a) è quello che determinerà la magnitudine della velocità di scorrimento, più alto è il valore e maggiore sarà la velocità .
Exponent (m) rappresenta la risposta tra la velocità di scorrimento e il valore di shear stress del materiale.
Il Wall shear stress threshold, come nel modello precedente à il valore limite sotto il quale il fenomeno non si viene a generare.
Referenze:
Wang-Chang-Hsu, Molding Simulation Theory and Pratice
Ngoc Tu Tran, Creating material properties for thermoset injection molding simulation process
Hatzikiriakos-Dealy, Wall slip of molten high density poyethylene Sliding plate rheometer studies